 返回
发布
返回
发布





上汽大通G50全球首家C2B定制工厂下线 致敬改革开放40周年
2018-12-21 17:57:09
12月21日,上汽大通在南京工厂启动了“致敬改革开放40周年C2B智能工厂G50 整车下线仪式”。上汽大通全能家旅中级MPV G50的下线标志着上汽大通产品矩阵的逐步完善,以及南京工厂产品的进一步多元化。

上汽大通G50自8月8日亮相以来便深受用户喜爱,其首发款也已于11月16日上市。截至目前,G50的盲订数量已超过8万台,其中,未见到实车就通过“蜘蛛智选”交纳订金的数量就超过2000台,足以见得用户对这款“赋能生活N+n种可能”的全能家旅车型的期待。
据悉,基于上汽大通C2B大规模个性化智能定制模式的G50不仅为三代人家庭的出行提供了解决方案,还能够为消费者提供40个大类、100项高感知配置的丰富选择,让其自由匹配专属Dream Car。值得一提的是,于2018广州车展上线的G50极客内测版已迭代至公测版本,目前所有用户都可以通过蜘蛛智选进行G50定制。

上汽大通打造全球首家C2B智能工厂
首创C2B大规模智能化个性定制模式的上汽大通,在实现全业务链数字化在线的同时,用仅20个月的时间建成了全球首家全新C2B定制工厂——上汽大通南京工厂,使之集数据化、智能化、信息化、柔性化于一身,并通过引入完善的信息系统、采用先进的在线管理模式、配备一流的设备,使可支持制造的车型款式多达1013种。

对消费者而言,购买上汽大通产品意味着能够享受到“独特且专属”的消费体验。比如,消费者不仅可以根据个人需求,通过“蜘蛛智选”智能选配器选配个人专属的Dream Car,甚至还能使用“日历订车”功能,选择满意的交车时间,并实时查看车辆的生产及运输状态。
这样奇幻的造车过程、精准的“时间定位”,上汽大通究竟是如何做到的?《运输人》记者参观了上汽大通南京工厂,上汽大通MPV G50正是在此下线。
首先,在消费者下单之前,上汽大通会提前通过智能排产的数字系统进行生产计划编制,“预知”消费者的需求,从而确定零部件的数量和种类,并进行相应的生产计划安排,大大缩短C2B定制汽车的生产时间。

另一方面,上汽大通OTD在线系统会立足于订单维度,全面监控每一台订单从触发到交付到经销商处的整个过程。这有点像“上帝视角”,不管爱车到了哪个生产及运输环节,OTD系统都能实时掌握。
在消费者的C2B定制订单发往上汽大通南京工厂之后,一段“奇幻之旅”便展开了。
一方面,集数字化、物联化、智能化、柔性化于一身的冲压车间、车身车间、涂装车间、总装车间等车间将共同协作,为打造用户的“Dream Car”而努力。
 车身车间
车身车间
另一方面,南京工厂率先采用了高速压机线、FANUC内加电弹夹式喷涂机器人、快速换色系统等领先设备,并全程运用质量过程数据管理及高性能监测系统,为上汽大通产品的提供品质保障。
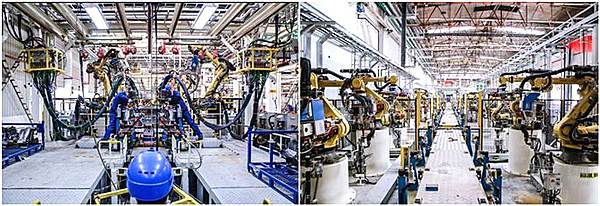
比如智能化的冲压车间,钣金材料的冲孔、落料、弯曲、拉伸、翻边、折弯等工序,都将在这里高效率、高自动化地完成。值得一提的是,冲压车间配备上汽最先进的Gudel双臂高速冲压线,这也是上汽集团首条高速冲压线。这条高速冲压线线末采用七轴机器人全自动装箱,并通过AGV智能小车对料架进行转运,使效率大大提高。
 冲压车间
冲压车间
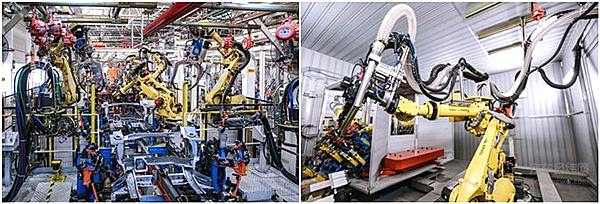
线条流畅、姿态优美的车身,往往最能引起“颜控”的共鸣,上汽大通产品的车身就在南京工厂的智能化车身车间打造。车身车间装备了上汽第一个远程激光焊系统、200多台机器人和领先的AI技术,激光焊缝长度超过10米,提升了G50的车身刚度,更好保障驾驶者的安全。
自主创新研发的智能化焊接自适应系统进一步缩短了生产时间,100%确保了焊接质量。此外,车身车间还采用了VC技术实现Cyber虚拟环境下的生产调试,更使车身车间具备了C2B大规模制造的软环境,缩短了定制客户的响应周期。
从零件开始定制化 为消费者打造专属Dream Car
对用户而言,每一个零件都对应着一辆整车,所以从零件开始即为定制化。但是,这上万个零部件都需要在总装车间内完成装配,才能成为一台真正的汽车。因此,上汽大通汽车的定制化便是基于此来为用户打造“专属车型”。据透露,在南京工厂的柔性化总装线上,可能同时存在数万种甚至更多的车型。
 总装车间
总装车间
据悉,上汽大通南京工厂采用了一系列可用于支持C2B生产的设备,不仅能够适时、适量、适品满足用户的定制化需求,实现C2B大规模定制,同时满足高质量、可控成本、短交期的要求。
南京工厂EMS+VAC升降系统具备变节距功能,优化人机工程,并可根据要求对高度和运行速度进行调节,满足后续定制化造车需求。IMAP智能装车识别系统可实现C2B智能装配,并具备防误防错功能。
上汽大通的智能物流体系依靠不同型号的智能配料车(SPS),在车间内自动运送专属零件到相对应的装配线上。该技术可准确解决订单式生产所带来的配送混乱的难题,也避免了人工配送有可能产生的错误,达到了精益生产的目的。
 总装车间
总装车间
以座椅分装为例,上汽大通为了满足客户需求的同时合理控制库存,根据排产计划,整改供应商推动供应商供货,以有效降低库区面积,满足客户个性需求。
实际生产中,为适应上汽大通多款车型共线生产的情况,大通整合共线生产车型座椅信息,针对一车一座椅的实际业务,配套建立座椅排序机运线,将线边传统座椅投料区化零为整,建立了从供应商到线边的直送模式,将个性化定制与传统流水线生产结合,还能配合座椅立库,使RDC仓库-机运线-流水线三位一体。

值得一提的是,上汽大通南京工厂不仅建成了智能车间,还启用了由EV80改造的无人驾驶物流车,用以短驳冲压件的物料。这不仅充分利用了空闲时段提升整体效率,缓解物流短驳的压力,大大提升安全性,而且从侧面展示了上汽大通的智能技术实力。
无人物流车应用了上汽大通的多项智能驾驶领先技术,具备L4自动驾驶能力,运行场景可支持低速行驶、固定路线接驳,并可全天候工作。
致敬改革开放40周年 引领中国品牌走出去、走上去
2018年,我国改革开放迎来了40周年纪念。40年来,中国工业历经了制造、质造到如今的智造,不再是标准化和规模化,而是数字化、定制化、智能化的结合。在此阶段中,中国企业也在积极探索,应如何适应产业结构调整的大趋势和市场需求的变化。


作为上汽集团旗下的国际汽车品牌、中国智造走向世界的代表品牌之一,上汽大通立足“新四化”,秉承“智选·智联·智行·智享”理念,在坚持打造“上汽品质”的基础上,建设打造兼具数据化、物联化、智能化及柔性化的C2B智能工厂,推动“中国制造”向“中国智造”转变。
目前,上汽大通已形成五个整车平台+新能源汽车业务+房车出行平台,为消费者提供整体体验方案,创下“大通速度”。
其旗下的“上汽大通MAXUS”品牌的MPV、SUV、房车、宽体轻客、皮卡、新能源产品组合和“上汽跃进”品牌的各类轻、中型货车以及各类特种改装车均已在市场中实现突破。

在海外市场方面,上汽大通全球经销网络初步建立,形成了五大重点核心市场,产品覆盖全球45个国家和地区,澳大利亚、新西兰、英国、爱尔兰、智利等发达国家成为海外销量主要来源,正成为引领中国品牌“走出去”“走上去”的先行者。
 分享
分享



评论